
Company Address
No. 6668, Section 2, Qingquan Road, Qingbaijiang Dist., Chengdu, Sichuan, China






● Product Parameters
| Model | TIG-225P ACDC | TIG-255P ACDC | TIG-300P ACDC | TIG-315P ACDC |
| Rated Input Voltage(VAC) | 1P 220 | 3P 380 | ||
| Rated Input Power(KVA) | 6.2 | 11.2 | 8.2 | 11.2 |
| No-Load Voltage(V) | 67 | 67 | 74 | 69 |
| Max Rated Output(A/V) | 200/18 | 250/20 | 280/21.2 | 315/22.6 |
| Welding Current Range(A) | 10-200 | 10-250 | 10-280 | 10-315 |
| Max Output Current(A)(TIG/MMA) | 200/190 | 250/240 | 280/260 | 315/300 |
| Arc Start Mode | HF, untouch | |||
| Output Characteristics | Constant-current characteristic | |||
| Enclosure Protection Class | IP21S | |||
| Cooling Mode | Forced Air Cooling | |||
| Duty Cycle(%) | 60 | |||
| Overall Efciency(%) | 70 | 80 | ||
| Insulation Class(%) | F | |||
| Gas Regulation Pre -Gas(S) | 0.1-10 | |||
| Gas Regulation Post-Gas(S) | 0-10 | |||
| Current Start(A) | DC:5-400/AC:20-400 | |||
| Current Stop(A) | DC:5-400/AC:20-400 | |||
| Current Slope Up(S) | 0.1-10 | |||
| Current Slope Down(S) | 0-10 | |||
| Pulse Frequency(Hz) | 500 | |||
| PulseBalance(%) | 20-70 | |||
| AC Frequency(Hz) | 200 | |||
| Power Factor | 0.8 | 0.8 | 0.9 | 0.9 |
| Net Weight(KG) | 13.75 | 18.3 | 19.9 | 29 |
| Machine Dimension(MM) | 375*425*225 | 475*235*410 | 475*235*410 | 510*265*470 |
● Argon arc welding equipment
Argon arc welding equipment includes argon arc power supply, control system, welding torch, gas supply system and water supply system.
Pneumatic argon arc welding equipment is based on the above equipment, adding a wire feeder walking mechanism. When manual argon arc welding uses a small range of DC power supply, the control system and water supply system can be omitted.
1) Arc welding power supply
There are two types of power sources for manual argon tungsten arc welding: AC and DC. The difference in the type and polarity of the power supply causes obvious differences in the process, and is usually selected according to the material to be welded.
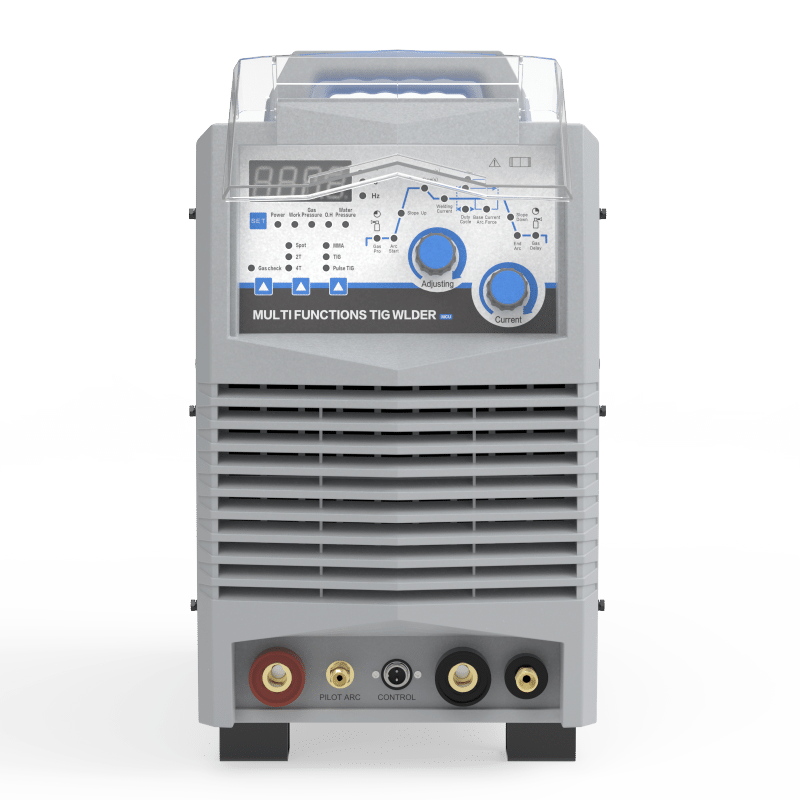
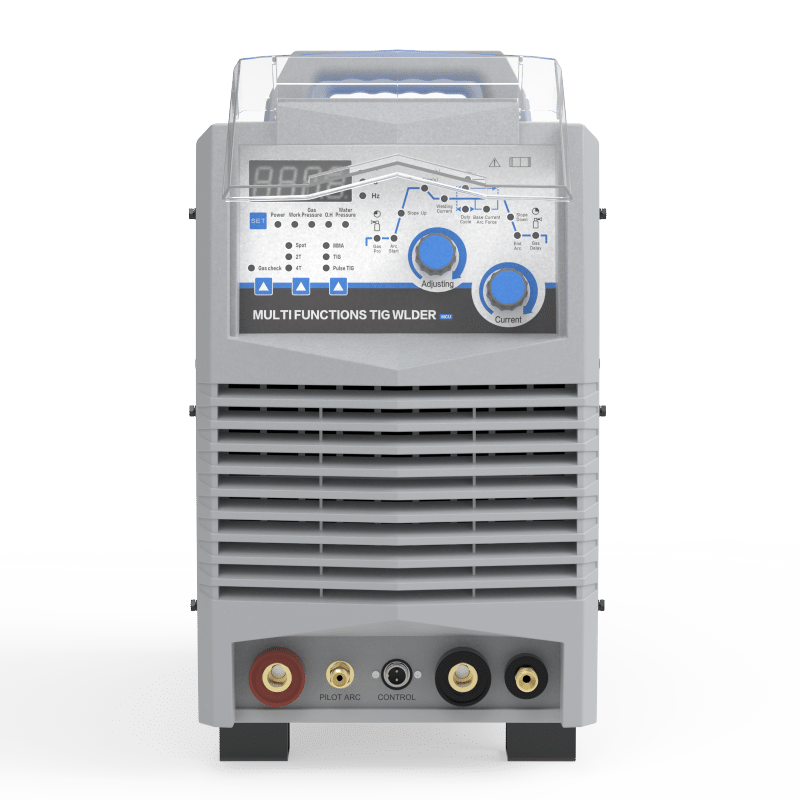
2) Control system
The control system of manual argon tungsten arc welding generally includes arc starting device, arc stabilizing device, electromagnetic gas valve, power switch, relay protection and indicating instrument and other parts. Its action is controlled by the low-voltage switch installed on the welding torch, that is, the working procedures of each system are controlled through the intermediate relay, time relay and delay circuit in the control circuit.
3) Welding torch
The welding torch is mainly used to clamp the electrode, conduct the welding current, deliver the shielding gas and control the working system of the whole machine. The commonly used manual argon tungsten arc welding torch is mainly composed of a torch body, a nozzle, a tungsten pole clamping device, a cable, a gas pipe, a water pipe and a pneumatic switch. According to the different cooling medium, it can be divided into water cooling and air cooling.
4) Air supply system
The function of the gas supply system is to send the argon gas in the steel cylinder to the welding area from the nozzle of the welding torch according to a certain flow rate, mainly including argon gas cylinder, pressure reducer, gas flow meter and electromagnetic gas valve.
5) Water supply system
The water supply system is mainly used to cool welding cables, welding torches and tungsten rods. Generally, water cooling is not required when the welding current is less than 100A. The water supply system is required to be unobstructed and to supply water according to the specified pressure. There is often a water pressure switch in the water supply system, and its function is to start the welding machine when the water is sufficient; otherwise, the welding machine cannot be started. It is a protective device for the welding machine, and it should not be short-circuited at will during use, so as not to burn the welding torch and cable. The water supply system has no special requirements on the water source, and the water can be supplied by the circulating water tank or directly connected to the tap. Water pipes should be protected from freezing in winter.
6) Current attenuation device
When welding stainless steel and nickel-based alloys by manual argon tungsten arc welding, it is easy to produce burner cracks at the end of the arc. The current attenuation device can overcome this defect.
7) Manual tungsten argon arc welding
Selection of manual argon tungsten arc welding machine: Manual argon tungsten arc welding machine is mainly selected according to different welding materials. Different welding materials require different arc welding power sources, so the selected manual argon tungsten arc welding machine is also different. For high-alloy steel, stainless steel, copper, silver, titanium and other metals and their alloys, DC manual tungsten argon arc welding machine can be used; for aluminum, magnesium metals and their alloys, AC welding machines can be used to remove the oxide film on the surface of the weldment. Or AC and DC manual tungsten argon arc welding machine; manual tungsten pulse argon arc welding machine can also be used for some ultra-thin components, materials with high heat sensitivity and components that are difficult to weld.

No. 6668, Section 2, Qingquan Road, Qingbaijiang Dist., Chengdu, Sichuan, China
+86 13587752681